POM素材を使った製品製作!切削加工のコツとは?

”まずはPOMフライス加工製作所にお問い合わせください”
他社様で断られた図面や、短納期・試作・難加工でお困りなら、
まずはPOM×フライス加工製作所へ。お見積りは24時間以内を目安にご回答いたします。
- 工具の選定: POM素材は切削性が良いため、通常の鋼製の工具でも加工が可能です。ただし、摩耗を防ぐために硬度の高いチップやコーティング工具を選定することが理想的です。特に高精度が求められる場合には、チタンコーティングなどの耐摩耗性の高い工具を使用すると良いでしょう。
- 切削機械の選定: 高精度な仕上がりを確保するためには、安定した剛性と精度を持つ切削機械を選定することが重要です。振動や反動を最小限に抑えるため、しっかりとした機械の設置と定期的なメンテナンスが求められます。
- 工具の形状: POM素材の加工には、一般的にフライス盤や旋盤が使用されます。工具の形状には、直線的な加工や曲線加工を行うために適した形状があり、部品の設計に合わせて選択することが大切です。
- 切削油と冷却方式: 高温を避けるためには冷却液が重要です。油性冷却液や水溶性冷却液が一般的に使用され、冷却効率が高く、加工中の熱変形を防ぐ効果があります。
POM切削加工のコツ
切削条件の最適化
| 切削条件 |
最適化のポイント |
| 切削速度 |
高速すぎるとPOMの溶融や変形を引き起こす可能性があるため、適切な範囲(通常は50~150m/min)で設定します。 |
| 送り速度 |
送り速度は適度に保ち、過度な送りを避けることで精度を保ちます。通常、0.05~0.5mm/回転が目安です。 |
| 切削深さ |
切削深さは薄く設定し、段階的に深さを増やすことで安定した加工ができます。通常1mm以下が適切です。 |
| 工具の回転数 |
工具の回転数は切削速度に基づき適切に設定し、過負荷や摩耗を防ぎます。回転数の目安は素材の種類によって異なります。 |
切削条件最適化の詳細
- 切削速度: POMは熱に敏感な素材であり、切削速度が速すぎると加工中に温度が上昇し、溶けて加工面が荒れることがあります。切削速度は50〜150m/minが理想的であり、加工面の品質を保ちながら切削効率を高めることが可能です。
- 送り速度: POMは比較的柔らかい素材ですが、送り速度が速すぎると切削力が不安定になり、表面に不均一さが生じます。適切な送り速度を維持することが、仕上がりの精度を向上させます。
- 切削深さ: 切削深さは、一次加工と仕上げ加工で異なります。一般的にPOMの切削では1mm以下の浅い切削深さが推奨されます。段階的に切削深さを増やし、負荷を分散させることで工具の寿命を延ばします。
バリ取りと仕上げのコツ
| 作業項目 |
コツと注意点 |
| バリ取り方法 |
バリ取りにはデバリングツールや仕上げ用の刃物を使用し、手作業で仕上げることが多いです。削り過ぎないよう注意。 |
| 仕上げ面の品質 |
切削後の仕上げは、細かい研磨や磨き作業を行い、表面の滑らかさを確保します。手動での仕上げ作業を取り入れることが有効。 |
| 表面処理 |
表面処理としては、研磨や軽い切削によって最適な仕上がりを実現します。表面の粗さや摩耗を減らすことが重要です。 |
バリ取りと仕上げの詳細
- バリ取り方法: POMはバリが発生しやすい素材であり、特に切断部位や角部分にバリが残ります。デバリングツールや細かい仕上げ用の刃物で慎重にバリ取りを行います。削り過ぎることなく、均等に取り除くことが大切です。
- 仕上げ面の品質: 仕上げ加工においては、切削後の粗い面を研磨して滑らかに仕上げます。POMは滑らかな表面を維持しやすいため、細かい研磨を行うと良い仕上がりになります。表面に微細な傷が残らないように注意しましょう。
POM素材の熱管理と切削液の使用
| 項目 |
コツと最適な方法 |
| 熱管理 |
POMは熱に敏感で、過度な熱がかかると加工精度が低下します。冷却液を使用して温度を管理しましょう。 |
| 切削液の選定 |
切削液は水溶性冷却液や油性冷却液を使用し、冷却効果と切削性能を最大化します。 |
| 冷却液の流量と圧力 |
適切な流量と圧力で冷却液を供給し、切削中に発生する熱を効果的に取り除きます。 |
熱管理と切削液の使用の詳細
- 熱管理: POMは高温になると加工面が溶けてしまうため、切削中の温度管理が重要です。過剰な熱を防ぐため、適切な冷却を行うことが必要です。冷却液が重要な役割を果たします。
- 切削液の選定: POM素材の加工において、冷却液は非常に重要です。水溶性冷却液や油性冷却液がよく使用され、冷却と潤滑の両方を提供します。冷却液が適切でない場合、素材が溶けたり、加工面が不均一になったりするリスクがあります。
- 冷却液の流量と圧力: 冷却液は適切な圧力と流量で供給されることが重要です。これにより、切削中に発生した熱を効果的に除去し、加工精度を保つことができます。
目次
POM素材の加工技術向上のためのポイント
加工精度を上げるための工夫
| 工夫 |
詳細 |
| 工具の選定と管理 |
POMの加工には鋭利で摩耗に強い工具を使用します。工具の摩耗を最小限に抑えるために、定期的に交換することが重要です。 |
| 適切な切削条件の設定 |
切削速度、送り速度、切削深さを最適に設定し、安定した加工を実現します。特にPOMは温度に敏感なので、熱管理が必要です。 |
| 精密な機械設定 |
精密な機械設定が必要です。特にNC旋盤やマシニングセンタを使用する際には、各軸の調整が正確であることが求められます。 |
加工精度向上の詳細
- 工具の選定と管理: POMは比較的柔らかい素材であり、摩耗しやすいため、適切な工具選びが必要です。刃物の切れ味が悪くなると加工精度が低下するため、工具はこまめにチェックし、摩耗している場合は交換します。ダイヤモンドコーティング工具を使用することで、より高精度の加工が可能です。
- 適切な切削条件の設定: 切削速度や送り速度、切削深さはPOMに最適な範囲で設定します。過度な速度や深さを設定すると、精度が落ちるだけでなく、仕上がりにも影響が出ます。切削条件は試験的に設定し、最適なものを見つけ出すことが重要です。
- 精密な機械設定: 高精度な加工を行うためには、使用する工作機械が正確であることが求められます。機械の動作精度、軸の設定、クランプ方法などを確実に調整し、安定した加工を行います。特に数値制御機器を使用する際には、プログラムの精度も影響します。
加工スピードと品質のバランス
| 要素 |
バランスを取るための対策 |
| 切削速度の調整 |
高速で切削を行うことで生産性が向上しますが、品質を保つためには適切な切削速度が必要です。適度なスピード設定が重要です。 |
| 工具の耐久性 |
高速加工では工具の摩耗が速くなるため、工具寿命を延ばすために冷却液を使用し、適切な温度管理を行います。 |
| 仕上げ加工の選定 |
精度と品質を向上させるために、仕上げ加工は低速で丁寧に行い、表面仕上げを滑らかに保ちます。スピードと品質のバランスを取ります。 |
加工スピードと品質のバランスの詳細
- 切削速度の調整: 高速での切削加工は生産性を向上させますが、POMは熱による変形が起こりやすいため、過剰な速度を避ける必要があります。適切な範囲で速度を設定し、品質を保ちながら効率的な加工を目指します。特にPOMは熱膨張が大きいため、低温での加工が推奨されます。
- 工具の耐久性: 高速切削を行うと工具が摩耗しやすく、仕上げの精度が低下します。そのため、工具の耐久性を考慮し、冷却液の使用や最適な切削条件を選択して工具寿命を延ばします。適切な冷却を行い、過剰な熱を発生させないように注意します。
- 仕上げ加工の選定: 初期の切削段階では効率を重視して高速加工を行い、仕上げ段階では精度と表面品質を重視して低速で加工します。仕上げ加工では、細かい削りや研磨が必要な場合もありますが、品質を重視するため、慎重に処理を行います。
POM切削加工のトラブルシューティング
よくある加工問題とその対処法
| 問題 |
対処法 |
| バリの発生 |
バリが発生した場合、切削条件を見直し、送り速度を減少させます。工具の摩耗や不適切な切削速度もバリの原因です。 |
| 仕上げ面の荒れ |
切削液を使用して冷却を行い、工具の摩耗を抑えます。適切な切削速度と送り速度を選び、仕上げ段階では低速で行うと良いです。 |
| 熱膨張による歪み |
切削中に過剰な熱が発生するとPOMの変形が起こります。冷却液の使用や適切な切削速度の調整を行い、温度管理を徹底します。 |
| 工具の摩耗 |
定期的に工具をチェックし、摩耗した場合は交換します。切削条件を適正に設定し、工具寿命を延ばすために冷却液を使用します。 |
| 断続的な切削 |
不安定な切削が起こる場合、送り速度や切削速度を調整します。工具が適切に切れ続けるように、機械の調整を行います。 |
加工問題とその対処法の詳細
- バリの発生: バリは切削後に残る小さな突起部分で、これを取り除くためには切削条件の見直しが必要です。特に、過度な送り速度や切削深さを設定している場合、バリが発生しやすくなります。また、工具の摩耗が原因の場合もあるため、工具の鋭利さを保つことが重要です。
- 仕上げ面の荒れ: 仕上げ面の荒れは、切削速度や送り速度の不適切な設定が原因となることが多いです。仕上げ加工では、より精密な加工が求められるため、低速で行い、また適切な切削液を使用することが荒れを防ぐために有効です。
- 熱膨張による歪み: POMは温度変化に敏感な素材であるため、切削中に過剰な熱を発生させないように冷却液を使用することが重要です。また、切削速度が高すぎると熱膨張を引き起こし、材料が歪むことがあります。適切な温度管理が加工の安定性に繋がります。
切削加工中の異常の見極め方
| 異常 |
見極め方法 |
| 音の異常 |
異常な音が聞こえる場合、工具の摩耗や切削条件が適切でない可能性があります。音の変化に注意し、状況を判断します。 |
| 振動の発生 |
加工中に機械が振動を起こす場合、切削条件や工具の摩耗が関係している可能性があります。振動の程度を確認し、調整します。 |
| 表面仕上げの不均一 |
表面の荒れや不均一な仕上がりが見られる場合、工具や切削条件が不適切であることが多いです。状態を確認して調整します。 |
| 加工中の温度上昇 |
高温になりすぎる場合は、冷却不良や過剰な切削速度が原因である可能性があります。温度管理を見直し、冷却液の供給を調整します。 |
異常の見極め方の詳細
- 音の異常: 音の変化に敏感に反応することが重要です。例えば、金属音が発生した場合、工具が摩耗している可能性があります。また、切削が不安定な場合も音の変化が起こるので、異常音が発生したらすぐに停止して原因を特定します。
- 振動の発生: 加工中に振動が生じる場合、工具が摩耗していたり、切削条件が不適切であったりする可能性があります。振動が大きくなる前に、切削条件や機械の状態をチェックし、適切な調整を行います。
- 表面仕上げの不均一: 仕上げ面が荒れていたり、波打っている場合、工具が鈍っていたり、切削条件が過度である可能性があります。適切な送り速度や切削速度を設定し、工具の状態もチェックします。
POM素材加工の安全管理
| 安全管理項目 |
対策 |
| 工具の取り扱い |
刃物や工具は鋭利で危険なため、適切な取り扱い方法を守り、安全に使用します。使用後は必ず安全な場所に保管します。 |
| 機械の点検とメンテナンス |
機械の定期点検を行い、問題がないかを確認します。摩耗や不具合があればすぐに修理し、作業員の安全を確保します。 |
| 作業環境の整備 |
作業環境を清潔に保ち、余分な障害物を排除します。作業員が移動しやすく、加工中の事故を防ぐために整頓します。 |
| 作業者の教育と訓練 |
定期的に安全教育を行い、作業者が適切な知識と技術を持って作業するようにします。また、安全装置の使用方法も徹底します。 |
安全管理の詳細
- 工具の取り扱い: 刃物や工具は鋭利であるため、取り扱いに十分注意が必要です。作業前に工具の状態を確認し、破損や不具合がないかをチェックします。作業中も工具が適切に使われているか、定期的に確認します。
- 機械の点検とメンテナンス: 作業前に機械を点検し、異常があればすぐに修理を行います。また、定期的なメンテナンスを行うことで、機械の不具合を未然に防ぎ、作業中の安全を確保します。
- 作業環境の整備: 作業スペースを清潔に保ち、道具や部品が整理整頓されていることが重要です。作業中に転倒やその他の事故を防ぐために、整理整頓を徹底します。
- 作業者の教育と訓練: 作業者に対して安全教育を定期的に行い、安全に作業を行うための知識を提供します。また、安全装置や機器の使い方をしっかりと教育することで、事故を未然に防ぎます。
POM切削加工に関するFAQ
初心者が陥りがちな問題とQ&A
| 質問 |
回答 |
| POM素材は切削時にどのような問題が発生しやすいですか? |
POMは柔軟性があるため、切削中にバリや毛羽立ちが発生しやすいです。これを防ぐためには、適切な切削条件と冷却が必要です。 |
| POMの切削中に表面仕上げが粗くなってしまう原因は? |
切削速度や送り速度が不適切、または工具が摩耗していることが原因です。仕上げ加工では、より低速で安定した条件を使用しましょう。 |
| 工具がすぐに摩耗してしまうのはなぜですか? |
POMは比較的柔らかい素材ですが、長時間の加工や過度な切削速度で工具が摩耗しやすくなります。定期的に工具をチェックし、交換が必要です。 |
| 切削中にPOMが変形してしまうのはなぜですか? |
加工時に過度な熱が発生するとPOMの変形が起こることがあります。冷却を適切に行い、切削速度を調整することが重要です。 |
より高品質な製品を作るためのアドバイス
| アドバイス |
説明 |
| 適切な切削条件の選定 |
POMの加工では、切削速度、送り速度、切削深さのバランスが重要です。過剰な切削速度は表面を荒くし、適切な条件で加工することが品質向上に繋がります。 |
| 工具の選定とメンテナンス |
高品質な仕上げを目指すなら、鋭利な工具を使用し、定期的にメンテナンスを行いましょう。摩耗した工具では精度が低下します。 |
| 冷却液の使用 |
切削時の温度管理は重要です。冷却液を適切に使用することで、POMの変形や過熱を防ぎ、精度を保つことができます。 |
| 仕上げ加工での低速運転 |
仕上げ加工では、低速で安定した条件で加工を行い、表面仕上げを滑らかにすることが大切です。高速での仕上げは表面に不均一な荒れを引き起こします。 |
| 切削後のバリ取り |
POMはバリが発生しやすいため、切削後のバリ取りを徹底的に行うことが必要です。バリ取りを怠ると製品の品質が低下します。 |
| 作業環境の管理 |
清潔で整理整頓された作業環境を保つことは、加工精度に大きな影響を与えます。障害物を排除し、作業者が効率的に作業できる環境を整えましょう。 |
高品質な製品を作るためのポイント
- 切削条件の最適化: POM素材は比較的加工がしやすいものの、切削条件が適切でないと仕上がりに影響を与えるため、常に適切な切削条件を確認することが大切です。
- 工具のメンテナンスと選定: 高精度な加工を行うには、工具の状態が非常に重要です。摩耗や欠けを防ぐため、定期的にチェックと交換を行います。
- 冷却管理: 加工中に発生する熱を適切に管理することで、POMの変形や焼き付き、精度低下を防ぎます。冷却液を効果的に使いましょう。
- 仕上げの精度: 仕上げ加工は非常に重要です。適切な速度と送りで加工し、仕上げ段階では低速で安定した動作を行うことで、滑らかな仕上がりを実現できます。
- バリ取り: バリ取り作業を丁寧に行うことで、製品の品質を向上させ、後工程での不具合を防止します。
- 作業環境: 作業環境の清潔さや整理整頓が、作業の効率と精度を保つために不可欠です。
「POM素材を使った製品製作!切削加工のコツとは?」というタイトルに込められた興味深い内容を紹介します。
製品を製作する際、材料の選択は大きなポイントとなります。その一つであるPOM素材は、その特性から幅広い用途に活用されています。しかし、POM素材を切削加工する際には、独特の注意点やコツが必要とされます。
本記事では、POM素材を使った製品製作における切削加工のポイントを丁寧に解説します。POM素材の特性や切削加工の際に注意すべき点など、初心者から上級者まで幅広い読者の方々に役立つ情報をお届けします。POM素材を扱う際の正しい知識を身につけて、製品製作における成功を掴みましょう!
POM素材とは
POM素材の基本的な特性
| 特性 |
内容 |
| 化学名 |
ポリオキシメチレン(Polyoxymethylene、略称POM) |
| 別名 |
アセタール樹脂、デュポン(ブランド名) |
| 密度 |
約1.41 g/cm³ |
| 強度 |
高い引張強度と圧縮強度を持つ、非常に丈夫な素材 |
| 耐摩耗性 |
非常に優れた摩耗抵抗を持ち、摩擦の少ない動作に適しています。 |
| 耐熱性 |
最大120°C程度まで耐えることができ、高温環境での使用にも適しています。 |
| 耐薬品性 |
酸やアルカリ、油類に強く、化学的に安定しています。 |
| 加工性 |
優れた切削性と成形性を持ち、射出成形や圧縮成形が可能です。 |
POMの特性詳細
POMは、非常に高い機械的強度と耐摩耗性を誇ります。高い剛性と靭性を持ちながらも、柔軟性もあるため、衝撃に強い素材です。また、化学薬品に強く、絶縁性を持つため、電子機器部品にも利用されます。摩擦に強い特性を持ち、低摩擦での動作が必要な機械部品に最適です。
POM素材の種類とその特徴
| 種類 |
特徴 |
| ホモポリマーPOM |
単一のモノマーから作られ、より高い機械的強度と剛性を有する。精密部品に多く使用されます。 |
| コポリマーPOM |
複数のモノマーを使用したPOMで、ホモポリマーよりも耐薬品性や耐衝撃性に優れ、より多様な用途に適しています。 |
POMの種類詳細
- ホモポリマーPOM: 高い機械的性能と耐摩耗性が特徴。精密部品や機械部品、精密機器に適していますが、コストは高めです。
- コポリマーPOM: 耐薬品性や耐衝撃性が向上しており、過酷な環境での使用が求められる部品に利用されます。ホモポリマーより柔軟性があります。
POM素材の一般的な利用方法と応用分野
| 分野 |
利用例 |
| 機械部品 |
ギア、ベアリング、スプロケットなどの高精度部品 |
| 自動車産業 |
燃料システム部品、ドア部品、シート機構など |
| 電子機器 |
コネクタ、端子、スイッチなどの電子機器部品 |
| 家庭用品 |
調理器具、衣類洗濯機部品など |
| 医療機器 |
血液透析装置や注射器の部品など |
POMの利用方法詳細
POMは機械的強度と摩耗性に優れているため、ギアやベアリングなどの機械部品に広く使用されます。また、耐薬品性や耐衝撃性の特長を活かし、自動車や電子機器の部品にも利用され、過酷な環境にも対応可能です。家庭用品では調理器具の部品としても活用されており、日常生活にも多くのPOM製品が使用されています。
POM素材の加工技術概要
加工技術の種類と特徴
| 加工技術 |
特徴 |
| 切削加工 |
高精度の機械部品を製造するために使用される。フライス加工や旋盤加工が一般的で、POMの硬さに適した工具が必要。 |
| 射出成形 |
大量生産に向いており、複雑な形状の部品を一度に大量に成形可能。安定した品質を保つことができる。 |
| 圧縮成形 |
より高い耐薬品性を必要とする部品に適しており、成形中の温度管理が重要。耐熱性や耐衝撃性が求められる場合に使用。 |
| 押出成形 |
長尺の部材やシート、チューブなどの製造に使用され、形状の自由度が高い。 |
| 旋削加工 |
高精度の円形部品を製造するために使用。POMの優れた加工性を活かし、精密な寸法管理が可能。 |
加工技術詳細
- 切削加工: POMは切削加工において優れた加工性を持ち、フライス盤や旋盤などを使用して高精度な機械部品を作成することができます。適切な切削速度や工具を選定することで、品質の高い部品が得られます。
- 射出成形: 量産において最も一般的な加工方法です。POMは非常に良好な流動性を持っており、複雑な形状の部品を効率よく生産することが可能です。冷却速度や温度調整が重要で、精度が高い部品を得ることができます。
- 圧縮成形: 特に耐薬品性や耐熱性を求められる部品に使用されます。材料を金型に投入して加熱し、圧力をかけて成形する方法であり、製品の均一性と精度が求められます。
- 押出成形: POMの押出成形は、長尺部材や複雑な断面形状の製品に利用されます。形状の自由度が高く、シートやチューブなどの製造に適しています。
- 旋削加工: 旋削加工を利用して、高精度の円形部品やドラム、シャフトの製造が可能です。POMの加工性を活かし、精度の高い部品作りが実現します。
POM素材に適した加工技術の選択
| 使用目的 |
推奨される加工技術 |
| 精密部品の製造 |
切削加工、旋削加工。精度が求められる部品に最適で、寸法精度を高く保つことが可能。 |
| 大量生産 |
射出成形。短期間で高精度な製品を大量に製造でき、コスト効率が良い。 |
| 高い耐薬品性を求める部品 |
圧縮成形。薬品に強い部品を製造する際に使用され、耐熱性や耐衝撃性を活かした製造が可能。 |
| 長尺部材の製造 |
押出成形。長尺の部材や複雑な形状の製品を効率よく製造できる。 |
加工技術選定の詳細
POM素材を加工する際は、製品の用途に応じた最適な加工方法を選択することが重要です。精密部品の製造には切削加工や旋削加工が適しており、特に寸法精度を高めたい場合にはこれらの技術が有効です。大量生産が求められる場合は、射出成形が効率的でコストを抑えた製造が可能です。また、耐薬品性が求められる部品には圧縮成形が有利であり、高い耐熱性や耐衝撃性が必要な部品にはこの方法が適しています。長尺部材の場合、押出成形が最適な選択肢となります。
POM切削加工の基礎
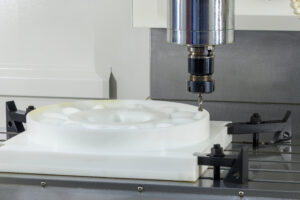
切削加工とは
切削加工は、素材から不要な部分を削り取ることで、目的の形状や寸法を得る製造方法です。POM(ポリアセタール)はその優れた加工性から、切削加工に適した素材とされており、精密な部品の製造が可能です。主にフライス盤や旋盤を用いて加工され、細かな形状や高精度な仕上がりが求められます。
切削加工の特徴
- 精度の向上: 精密な寸法管理が可能で、高精度な部品製造に向いています。
- 自由な形状の製作: 複雑な形状や微細な部品の製造が可能。
- 表面仕上げ: 切削後の表面は非常に滑らかで、高い品質が保たれます。
POM切削加工における注意点
| 注意点 |
詳細内容 |
| 切削速度の管理 |
高速での切削は、POMの溶融や変形を引き起こす可能性があるため、適切な切削速度が求められます。 |
| 冷却液の使用 |
POMは熱による影響を受けやすいため、冷却液を使用して温度管理を行い、加工中の品質低下を防ぎます。 |
| 工具の摩耗管理 |
POMは比較的柔らかい素材ですが、切削工具の摩耗を管理し、安定した加工精度を保つことが重要です。 |
| 切削中の切屑処理 |
POMは切屑が長くなることがあり、機械に絡まる可能性があるため、適切な排出方法が必要です。 |
| 加工中の反動 |
加工中の振動や反動が仕上がりに影響を与えることがあるため、機械の安定性が重要です。 |
POM切削加工の注意点詳細
- 切削速度の管理: POMは熱に弱いため、過度な切削速度を避け、適切な範囲で加工することが求められます。高速での加工は、溶融や寸法誤差を引き起こすリスクがあります。
- 冷却液の使用: 加工中の温度管理が非常に重要です。冷却液を適切に使用することで、熱変形を防ぎ、切削の安定性を確保できます。
- 工具の摩耗管理: POMは切削中に摩耗しやすいため、工具の定期的なチェックと交換が必要です。摩耗した工具は加工精度を低下させる原因となります。
- 切削中の切屑処理: POMは比較的長い切屑が出やすいため、これが機械に絡まると加工精度に影響を与えることがあります。適切な切屑処理システムを用意し、定期的に切屑を取り除くことが大切です。
- 加工中の反動: 振動や反動が加工精度に悪影響を及ぼすため、機械の設置状態や工具の取り付けをしっかりと安定させる必要があります。
POM切削加工のための工具と機械選定
| 項目 |
推奨される選定基準 |
| 工具の選定 |
POMは硬度が低いため、一般的な鋼製工具や、チップ材質が耐摩耗性のあるものを選定します。 |
| 切削機械の選定 |
高精度な加工を行うため、安定した剛性を持つ機械を選ぶことが求められます。 |
| 工具の形状 |
直線的な切削や円形の加工が多いため、フライス盤や旋盤用の適切な工具形状を選ぶ必要があります。 |
| 切削油と冷却方式 |
油性冷却液や水溶性冷却液を使用し、加熱を防ぐための冷却が重要です。 |
工具と機械選定の詳細
- 工具の選定: POM素材は切削性が良いため、通常の鋼製の工具でも加工が可能です。ただし、摩耗を防ぐために硬度の高いチップやコーティング工具を選定することが理想的です。特に高精度が求められる場合には、チタンコーティングなどの耐摩耗性の高い工具を使用すると良いでしょう。
- 切削機械の選定: 高精度な仕上がりを確保するためには、安定した剛性と精度を持つ切削機械を選定することが重要です。振動や反動を最小限に抑えるため、しっかりとした機械の設置と定期的なメンテナンスが求められます。
- 工具の形状: POM素材の加工には、一般的にフライス盤や旋盤が使用されます。工具の形状には、直線的な加工や曲線加工を行うために適した形状があり、部品の設計に合わせて選択することが大切です。
- 切削油と冷却方式: 高温を避けるためには冷却液が重要です。油性冷却液や水溶性冷却液が一般的に使用され、冷却効率が高く、加工中の熱変形を防ぐ効果があります。
POM切削加工のコツ
切削条件の最適化
| 切削条件 |
最適化のポイント |
| 切削速度 |
高速すぎるとPOMの溶融や変形を引き起こす可能性があるため、適切な範囲(通常は50~150m/min)で設定します。 |
| 送り速度 |
送り速度は適度に保ち、過度な送りを避けることで精度を保ちます。通常、0.05~0.5mm/回転が目安です。 |
| 切削深さ |
切削深さは薄く設定し、段階的に深さを増やすことで安定した加工ができます。通常1mm以下が適切です。 |
| 工具の回転数 |
工具の回転数は切削速度に基づき適切に設定し、過負荷や摩耗を防ぎます。回転数の目安は素材の種類によって異なります。 |
切削条件最適化の詳細
- 切削速度: POMは熱に敏感な素材であり、切削速度が速すぎると加工中に温度が上昇し、溶けて加工面が荒れることがあります。切削速度は50〜150m/minが理想的であり、加工面の品質を保ちながら切削効率を高めることが可能です。
- 送り速度: POMは比較的柔らかい素材ですが、送り速度が速すぎると切削力が不安定になり、表面に不均一さが生じます。適切な送り速度を維持することが、仕上がりの精度を向上させます。
- 切削深さ: 切削深さは、一次加工と仕上げ加工で異なります。一般的にPOMの切削では1mm以下の浅い切削深さが推奨されます。段階的に切削深さを増やし、負荷を分散させることで工具の寿命を延ばします。
バリ取りと仕上げのコツ
| 作業項目 |
コツと注意点 |
| バリ取り方法 |
バリ取りにはデバリングツールや仕上げ用の刃物を使用し、手作業で仕上げることが多いです。削り過ぎないよう注意。 |
| 仕上げ面の品質 |
切削後の仕上げは、細かい研磨や磨き作業を行い、表面の滑らかさを確保します。手動での仕上げ作業を取り入れることが有効。 |
| 表面処理 |
表面処理としては、研磨や軽い切削によって最適な仕上がりを実現します。表面の粗さや摩耗を減らすことが重要です。 |
バリ取りと仕上げの詳細
- バリ取り方法: POMはバリが発生しやすい素材であり、特に切断部位や角部分にバリが残ります。デバリングツールや細かい仕上げ用の刃物で慎重にバリ取りを行います。削り過ぎることなく、均等に取り除くことが大切です。
- 仕上げ面の品質: 仕上げ加工においては、切削後の粗い面を研磨して滑らかに仕上げます。POMは滑らかな表面を維持しやすいため、細かい研磨を行うと良い仕上がりになります。表面に微細な傷が残らないように注意しましょう。
POM素材の熱管理と切削液の使用
| 項目 |
コツと最適な方法 |
| 熱管理 |
POMは熱に敏感で、過度な熱がかかると加工精度が低下します。冷却液を使用して温度を管理しましょう。 |
| 切削液の選定 |
切削液は水溶性冷却液や油性冷却液を使用し、冷却効果と切削性能を最大化します。 |
| 冷却液の流量と圧力 |
適切な流量と圧力で冷却液を供給し、切削中に発生する熱を効果的に取り除きます。 |
熱管理と切削液の使用の詳細
- 熱管理: POMは高温になると加工面が溶けてしまうため、切削中の温度管理が重要です。過剰な熱を防ぐため、適切な冷却を行うことが必要です。冷却液が重要な役割を果たします。
- 切削液の選定: POM素材の加工において、冷却液は非常に重要です。水溶性冷却液や油性冷却液がよく使用され、冷却と潤滑の両方を提供します。冷却液が適切でない場合、素材が溶けたり、加工面が不均一になったりするリスクがあります。
- 冷却液の流量と圧力: 冷却液は適切な圧力と流量で供給されることが重要です。これにより、切削中に発生した熱を効果的に除去し、加工精度を保つことができます。
POM素材の加工技術向上のためのポイント
加工精度を上げるための工夫
| 工夫 |
詳細 |
| 工具の選定と管理 |
POMの加工には鋭利で摩耗に強い工具を使用します。工具の摩耗を最小限に抑えるために、定期的に交換することが重要です。 |
| 適切な切削条件の設定 |
切削速度、送り速度、切削深さを最適に設定し、安定した加工を実現します。特にPOMは温度に敏感なので、熱管理が必要です。 |
| 精密な機械設定 |
精密な機械設定が必要です。特にNC旋盤やマシニングセンタを使用する際には、各軸の調整が正確であることが求められます。 |
加工精度向上の詳細
- 工具の選定と管理: POMは比較的柔らかい素材であり、摩耗しやすいため、適切な工具選びが必要です。刃物の切れ味が悪くなると加工精度が低下するため、工具はこまめにチェックし、摩耗している場合は交換します。ダイヤモンドコーティング工具を使用することで、より高精度の加工が可能です。
- 適切な切削条件の設定: 切削速度や送り速度、切削深さはPOMに最適な範囲で設定します。過度な速度や深さを設定すると、精度が落ちるだけでなく、仕上がりにも影響が出ます。切削条件は試験的に設定し、最適なものを見つけ出すことが重要です。
- 精密な機械設定: 高精度な加工を行うためには、使用する工作機械が正確であることが求められます。機械の動作精度、軸の設定、クランプ方法などを確実に調整し、安定した加工を行います。特に数値制御機器を使用する際には、プログラムの精度も影響します。
加工スピードと品質のバランス
| 要素 |
バランスを取るための対策 |
| 切削速度の調整 |
高速で切削を行うことで生産性が向上しますが、品質を保つためには適切な切削速度が必要です。適度なスピード設定が重要です。 |
| 工具の耐久性 |
高速加工では工具の摩耗が速くなるため、工具寿命を延ばすために冷却液を使用し、適切な温度管理を行います。 |
| 仕上げ加工の選定 |
精度と品質を向上させるために、仕上げ加工は低速で丁寧に行い、表面仕上げを滑らかに保ちます。スピードと品質のバランスを取ります。 |
加工スピードと品質のバランスの詳細
- 切削速度の調整: 高速での切削加工は生産性を向上させますが、POMは熱による変形が起こりやすいため、過剰な速度を避ける必要があります。適切な範囲で速度を設定し、品質を保ちながら効率的な加工を目指します。特にPOMは熱膨張が大きいため、低温での加工が推奨されます。
- 工具の耐久性: 高速切削を行うと工具が摩耗しやすく、仕上げの精度が低下します。そのため、工具の耐久性を考慮し、冷却液の使用や最適な切削条件を選択して工具寿命を延ばします。適切な冷却を行い、過剰な熱を発生させないように注意します。
- 仕上げ加工の選定: 初期の切削段階では効率を重視して高速加工を行い、仕上げ段階では精度と表面品質を重視して低速で加工します。仕上げ加工では、細かい削りや研磨が必要な場合もありますが、品質を重視するため、慎重に処理を行います。
POM切削加工のトラブルシューティング
よくある加工問題とその対処法
| 問題 |
対処法 |
| バリの発生 |
バリが発生した場合、切削条件を見直し、送り速度を減少させます。工具の摩耗や不適切な切削速度もバリの原因です。 |
| 仕上げ面の荒れ |
切削液を使用して冷却を行い、工具の摩耗を抑えます。適切な切削速度と送り速度を選び、仕上げ段階では低速で行うと良いです。 |
| 熱膨張による歪み |
切削中に過剰な熱が発生するとPOMの変形が起こります。冷却液の使用や適切な切削速度の調整を行い、温度管理を徹底します。 |
| 工具の摩耗 |
定期的に工具をチェックし、摩耗した場合は交換します。切削条件を適正に設定し、工具寿命を延ばすために冷却液を使用します。 |
| 断続的な切削 |
不安定な切削が起こる場合、送り速度や切削速度を調整します。工具が適切に切れ続けるように、機械の調整を行います。 |
加工問題とその対処法の詳細
- バリの発生: バリは切削後に残る小さな突起部分で、これを取り除くためには切削条件の見直しが必要です。特に、過度な送り速度や切削深さを設定している場合、バリが発生しやすくなります。また、工具の摩耗が原因の場合もあるため、工具の鋭利さを保つことが重要です。
- 仕上げ面の荒れ: 仕上げ面の荒れは、切削速度や送り速度の不適切な設定が原因となることが多いです。仕上げ加工では、より精密な加工が求められるため、低速で行い、また適切な切削液を使用することが荒れを防ぐために有効です。
- 熱膨張による歪み: POMは温度変化に敏感な素材であるため、切削中に過剰な熱を発生させないように冷却液を使用することが重要です。また、切削速度が高すぎると熱膨張を引き起こし、材料が歪むことがあります。適切な温度管理が加工の安定性に繋がります。
切削加工中の異常の見極め方
| 異常 |
見極め方法 |
| 音の異常 |
異常な音が聞こえる場合、工具の摩耗や切削条件が適切でない可能性があります。音の変化に注意し、状況を判断します。 |
| 振動の発生 |
加工中に機械が振動を起こす場合、切削条件や工具の摩耗が関係している可能性があります。振動の程度を確認し、調整します。 |
| 表面仕上げの不均一 |
表面の荒れや不均一な仕上がりが見られる場合、工具や切削条件が不適切であることが多いです。状態を確認して調整します。 |
| 加工中の温度上昇 |
高温になりすぎる場合は、冷却不良や過剰な切削速度が原因である可能性があります。温度管理を見直し、冷却液の供給を調整します。 |
異常の見極め方の詳細
- 音の異常: 音の変化に敏感に反応することが重要です。例えば、金属音が発生した場合、工具が摩耗している可能性があります。また、切削が不安定な場合も音の変化が起こるので、異常音が発生したらすぐに停止して原因を特定します。
- 振動の発生: 加工中に振動が生じる場合、工具が摩耗していたり、切削条件が不適切であったりする可能性があります。振動が大きくなる前に、切削条件や機械の状態をチェックし、適切な調整を行います。
- 表面仕上げの不均一: 仕上げ面が荒れていたり、波打っている場合、工具が鈍っていたり、切削条件が過度である可能性があります。適切な送り速度や切削速度を設定し、工具の状態もチェックします。
POM素材加工の安全管理
| 安全管理項目 |
対策 |
| 工具の取り扱い |
刃物や工具は鋭利で危険なため、適切な取り扱い方法を守り、安全に使用します。使用後は必ず安全な場所に保管します。 |
| 機械の点検とメンテナンス |
機械の定期点検を行い、問題がないかを確認します。摩耗や不具合があればすぐに修理し、作業員の安全を確保します。 |
| 作業環境の整備 |
作業環境を清潔に保ち、余分な障害物を排除します。作業員が移動しやすく、加工中の事故を防ぐために整頓します。 |
| 作業者の教育と訓練 |
定期的に安全教育を行い、作業者が適切な知識と技術を持って作業するようにします。また、安全装置の使用方法も徹底します。 |
安全管理の詳細
- 工具の取り扱い: 刃物や工具は鋭利であるため、取り扱いに十分注意が必要です。作業前に工具の状態を確認し、破損や不具合がないかをチェックします。作業中も工具が適切に使われているか、定期的に確認します。
- 機械の点検とメンテナンス: 作業前に機械を点検し、異常があればすぐに修理を行います。また、定期的なメンテナンスを行うことで、機械の不具合を未然に防ぎ、作業中の安全を確保します。
- 作業環境の整備: 作業スペースを清潔に保ち、道具や部品が整理整頓されていることが重要です。作業中に転倒やその他の事故を防ぐために、整理整頓を徹底します。
- 作業者の教育と訓練: 作業者に対して安全教育を定期的に行い、安全に作業を行うための知識を提供します。また、安全装置や機器の使い方をしっかりと教育することで、事故を未然に防ぎます。
POM切削加工に関するFAQ
初心者が陥りがちな問題とQ&A
| 質問 |
回答 |
| POM素材は切削時にどのような問題が発生しやすいですか? |
POMは柔軟性があるため、切削中にバリや毛羽立ちが発生しやすいです。これを防ぐためには、適切な切削条件と冷却が必要です。 |
| POMの切削中に表面仕上げが粗くなってしまう原因は? |
切削速度や送り速度が不適切、または工具が摩耗していることが原因です。仕上げ加工では、より低速で安定した条件を使用しましょう。 |
| 工具がすぐに摩耗してしまうのはなぜですか? |
POMは比較的柔らかい素材ですが、長時間の加工や過度な切削速度で工具が摩耗しやすくなります。定期的に工具をチェックし、交換が必要です。 |
| 切削中にPOMが変形してしまうのはなぜですか? |
加工時に過度な熱が発生するとPOMの変形が起こることがあります。冷却を適切に行い、切削速度を調整することが重要です。 |
より高品質な製品を作るためのアドバイス
| アドバイス |
説明 |
| 適切な切削条件の選定 |
POMの加工では、切削速度、送り速度、切削深さのバランスが重要です。過剰な切削速度は表面を荒くし、適切な条件で加工することが品質向上に繋がります。 |
| 工具の選定とメンテナンス |
高品質な仕上げを目指すなら、鋭利な工具を使用し、定期的にメンテナンスを行いましょう。摩耗した工具では精度が低下します。 |
| 冷却液の使用 |
切削時の温度管理は重要です。冷却液を適切に使用することで、POMの変形や過熱を防ぎ、精度を保つことができます。 |
| 仕上げ加工での低速運転 |
仕上げ加工では、低速で安定した条件で加工を行い、表面仕上げを滑らかにすることが大切です。高速での仕上げは表面に不均一な荒れを引き起こします。 |
| 切削後のバリ取り |
POMはバリが発生しやすいため、切削後のバリ取りを徹底的に行うことが必要です。バリ取りを怠ると製品の品質が低下します。 |
| 作業環境の管理 |
清潔で整理整頓された作業環境を保つことは、加工精度に大きな影響を与えます。障害物を排除し、作業者が効率的に作業できる環境を整えましょう。 |
高品質な製品を作るためのポイント
- 切削条件の最適化: POM素材は比較的加工がしやすいものの、切削条件が適切でないと仕上がりに影響を与えるため、常に適切な切削条件を確認することが大切です。
- 工具のメンテナンスと選定: 高精度な加工を行うには、工具の状態が非常に重要です。摩耗や欠けを防ぐため、定期的にチェックと交換を行います。
- 冷却管理: 加工中に発生する熱を適切に管理することで、POMの変形や焼き付き、精度低下を防ぎます。冷却液を効果的に使いましょう。
- 仕上げの精度: 仕上げ加工は非常に重要です。適切な速度と送りで加工し、仕上げ段階では低速で安定した動作を行うことで、滑らかな仕上がりを実現できます。
- バリ取り: バリ取り作業を丁寧に行うことで、製品の品質を向上させ、後工程での不具合を防止します。
- 作業環境: 作業環境の清潔さや整理整頓が、作業の効率と精度を保つために不可欠です。
”まずはPOMフライス加工製作所にお問い合わせください”
他社様で断られた図面や、短納期・試作・難加工でお困りなら、
まずはPOM×フライス加工製作所へ。お見積りは24時間以内を目安にご回答いたします。






コメント