
POMの加工性は良い?切削・成形時の特徴を解説

POMは、ギアやベアリングなどの精密機械部品から電子機器の小型部品まで幅広く使われるエンジニアリングプラスチックです。その魅力の一つが優れた加工性にあります。しかし、切削加工と成形加工では求められる条件が異なり、初心者には難しく感じることもあります。本記事では、POMの加工性の基本指標や切削・成形時の特徴、加工上の注意点をわかりやすく解説します。これを読めば、POMの特性を活かした加工のポイントが理解できます。
1. POMの加工性を評価する基本的な指標
1-1. 切削加工における加工性の良し悪しとは
切削加工における加工性とは、材料が刃物でどれだけスムーズに削れるか、そして加工後の仕上がり精度や表面粗さがどれだけ安定しているかを指します。POMは硬度があり摩耗に強いため刃物の寿命は長いですが、熱が加わると変形しやすいため切削条件の調整が重要です。加工性を判断する際には、仕上がり寸法や表面の滑らかさも評価指標となります。
1-2. 成形加工での流動性と収縮率の重要性
成形加工では、材料の流動性と収縮率が加工性の重要なポイントです。POMは射出成形時に金型内を均一に流れる流動性を持ち、複雑な形状でも欠陥なく成形できます。また、収縮率が安定しているため、寸法誤差が少なく、歪みや変形を抑えることが可能です。この特性により、複雑形状や精密部品の量産に向いています。
1-3. 他のエンジニアリングプラスチックとの加工性比較
ナイロンやポリプロピレン(PP)、ポリエチレン(PE)と比べると、POMは硬度と耐摩耗性が優れる一方、切削時の熱管理が必要です。しかし、加工後の寸法精度や表面仕上がりは良好で、ギアやローラーなどの精密部品に最適です。総合的に見ると、POMはバランスの良い加工性を持つ材料と言えます。
2. POM切削加工の特徴と実際の作業性
2-1. 旋盤・フライス盤での切削条件と仕上がり品質
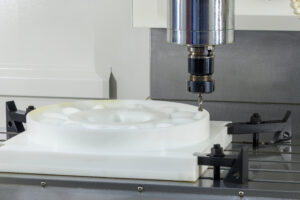
旋盤やフライス盤でPOMを加工する場合、刃物を鋭利に保ち、切削速度と送り速度を最適化することが重要です。摩擦熱を抑えるために冷却液やエアブローを活用すると、変形やバリの発生を防げます。これにより、精度の高い仕上がりと滑らかな表面を得ることができます。
2-2. ドリル加工・タップ加工時の注意すべきポイント
ドリルやタップ加工では、穴あけ中に発生する摩擦熱で樹脂が溶けて詰まることがあります。対策として、先端角や送り速度を調整したり、切削液や間欠切削を利用すると効果的です。ねじ立て加工では、タップの潤滑や回転方向に注意し、均一なねじ山を確保することがポイントです。
2-3. 切削時に発生する問題と対策方法
切削中の発熱によるバリやひずみ、表面粗さの悪化が起こることがあります。対策としては刃物の角度調整、低速切削、冷却液の使用、刃物の定期研ぎ直しが有効です。これにより、加工精度と表面品質を安定させることができます。
3. POM成形加工における加工性のメリット
3-1. 射出成形での流動性と金型充填性の良さ
POMは射出成形時の流動性が高く、金型内で均一に充填されます。これにより、複雑形状の部品でも欠陥が少なく、安定した量産が可能です。薄肉部や微細溝のある製品でも高精度を維持できます。
3-2. 寸法精度と表面仕上がりの安定性
POMは収縮率が安定しており、成形後の寸法誤差が少なくなります。表面も滑らかで後加工が少なく済むため、ギアやローラーのような精密部品に適しています。組み立て精度の高い製品を作る上で大きなメリットです。
3-3. 成形サイクル短縮によるコスト効果
高い流動性と充填性により、射出成形のサイクルタイムを短縮できます。これによって生産効率が向上し、量産コストの削減にもつながります。大量生産部品では、POMの加工性の良さがそのままコストメリットに直結します。
4. POM加工で起きやすいトラブルと解決策
4-1. 切削時の寸法変化・反りが発生する原因
POMは熱や応力に敏感な樹脂のため、切削中に摩擦熱が発生すると寸法変化や反りが起こりやすくなります。特に厚みのある部品や複雑形状では、熱の偏りで内部応力が残りやすく、加工後に反りが発生することがあります。対策として、切削速度や送り速度を適切に設定し、エアブローや切削液で冷却しながら加工することが重要です。さらに、切削前に材料を常温に慣らすことで、熱による変形リスクを低減できます。
4-2. 加工面の粗さや欠けが生じる場合の対処法
POMの加工では、刃物の摩耗や切削条件の不適切さにより、表面の粗さや欠けが発生することがあります。解決策としては、刃物を鋭利に保ち、切削角度や送り速度を最適化することが基本です。また、間欠切削や軽い切り込みで加工すると、欠けを防ぎつつ滑らかな仕上がりを得られます。さらに、加工後に軽く研磨することで、表面品質を安定させることが可能です。
4-3. 熱による変形・変色を防ぐ温度管理
切削や摩擦で発生する熱は、POMの変形や色変化の原因となります。温度管理のポイントは、刃物と材料の接触熱を最小限に抑えることです。具体的には、低速切削や切削液の使用、エアブローによる冷却が効果的です。また、加工中に長時間同じ箇所を削らないように順序を工夫し、部品全体の温度上昇を防ぐことも重要です。これにより、寸法精度と外観を保ちながら加工できます。
5. POMの加工性を最大限活かす実践的なテクニック
5-1. 工具選定と切削条件の最適化方法
POM加工では、材料特性に適した工具選定が加工性向上の鍵です。鋭利な超硬刃物を使用し、切削角度や送り速度を材料厚や形状に応じて調整します。さらに、刃物の摩耗をこまめにチェックすることで、バリや欠けを防ぎ、加工精度を安定させられます。適切な条件設定により、効率的かつ高品質な加工が可能です。
5-2. 加工順序と固定方法の工夫による精度向上
加工の順序や固定方法もPOMの加工性に大きく影響します。切削順序を工夫することで応力の偏りを抑え、反りや変形を防げます。また、部品をしっかり固定することで、振動やずれによる精度低下を防止できます。特に複雑形状や薄肉部品では、固定具の配置やクランプ力の調整が重要です。
5-3. 後加工(研磨・バリ取り)での仕上げコツ
切削後の研磨やバリ取りは、POMの仕上がり品質を左右します。軽い研磨で表面の微細な凹凸を整え、バリを除去することで精度と美観を向上させられます。熱を加えすぎないように注意しながら作業することで、変形や色変化を防ぎ、最終製品の寸法精度や外観を維持できます。






コメント